
















Food processing conveyor systems are an essential component of a highly engineered setup, effectively supporting the needs of the food processing sector. Advanced technologies, methods, and machinery ensure safety, hygiene, uniformity, efficiency, and scalability. These systems help manufacturing plants maintain quality and hygiene standards while complying with all relevant laws and regulations.
Food processing systems vary depending on the facility, but are suited for both small and large production. Safety is essential when implementing these solutions. The equipment must have stainless steel surfaces offering simple disassembly for sanitation purposes.
These solutions have reshaped workflows and redefined the role of personnel within facilities. They have contributed to safer workplaces by reducing exposure to hazards. Food processing solutions also support sustainability efforts, directly improving energy efficiency. They are highly effective and capable of handling different throughput requirements.

Food processing solutions Enable Sustainable Success in Today’s Food Industry
A food processing conveyor plays a crucial role in maintaining efficiency within the sector. It ensures smooth, effective, and cost-efficient operations while minimizing waste. Both the conveyor and accompanying technologies are often custom-built, enabling facilities to meet the strict requirements of HACCP, IFS, and NSF. Manufactured in-house, these systems feature ergonomic designs that simplify daily tasks and help reduce labor costs.
Fully customized equipment developed by NIEROS® experts increases production capacity and streamlines manufacturing lines. Integrated digital monitoring enables time and cost optimization, while the hygienic design supports easy cleaning, maintenance, and system management. Food processing systems eliminate the need for manual handling, remove bottlenecks, and ensure seamless movement of raw materials and finished products throughout each production stage.
Automated food processing solutions play a key role in optimizing operations. These systems should be tailored to meet industry-specific requirements. When properly implemented, they reduce operational costs, increase profitability, optimize resource use, minimize waste and downtime, enhance safety, and enable real-time system performance monitoring. Without advanced solutions, companies may struggle to meet consumer expectations or achieve long-term success in a competitive market.

Understanding Different Types of Food Processing Systems
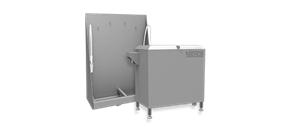
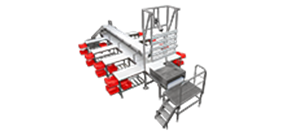
Food processing solutions are an integral part of the work area, which is the section where manual food handling takes place. This area consists of one or more workstations where tasks such as cutting, slicing, portioning, sorting, and packaging are performed. Higher productivity and simplified workflows are achieved by following strict safety and ergonomic principles.
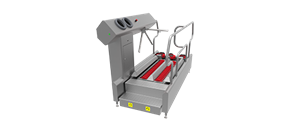
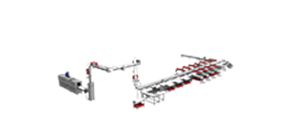
Rotary turntables and telescopic conveyors are convenient, hygienic options for optimal material handling. Available in various rotational speeds, sizes, and heights, they can be adapted to fit any workspace. The rotary turntable is used to accumulate items before they move on to the next stage of processing. It comes in diameters ranging from 800 mm to 2,000 mm and is fully customizable. A food processing conveyor enables fast and efficient loading and unloading, reducing unnecessary manual handling and lifting.
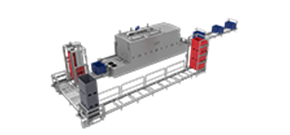
In addition, food-specific equipment is available to address unique manufacturing challenges such as space constraints and bottlenecks. It is custom-designed for red meat, poultry, marination, fish, bakery, fruit, vegetable processing lines, and food-mixture weighing lines. These systems cover all phases of processing and are cost-efficient, time-saving, safe, and fully automated. They can be tailored to meet the exact requirements of each facility, including processes, production capacity, and the type of end product.

What Does Regulatory Compliance Mean for a Food Processing Conveyor?
A food processing conveyor moves raw materials, ingredients, and finished products through various phases of the operation. Regulatory compliance is a legal requirement that cannot be overlooked. An inadequately designed conveyor or any other piece of equipment can harbor bacteria, leading to contamination. In a food processing environment, this can result in recalls, lawsuits, fines, reputational damage, or even criminal liability. To avoid such risks, all machinery must meet the most stringent laws, standards, and safety requirements.
Each industry follows specific legally binding regulations, often governing every detail, including the choice of materials and hygienic design. Stainless steel is commonly used because it resists corrosion, is easy to clean, and withstands harsh processing conditions. Food processing systems are designed to support effective sanitization throughout the workflow.
A smooth, hygienic design includes crevice-free surfaces that prevent the buildup of food particles. The equipment is structurally designed with minimal bolted joints and no painted surfaces, allowing for easy inspection and maintenance. Regulatory compliance also covers ergonomics, system requirements, traceability, validation procedures, and accessible emergency stops. Compliance is verified through frequent inspections and audits, making it a continuous priority in maintaining food safety and operational integrity.
Food Processing Systems Maintain a Culture of Hygiene and Safety Across Production
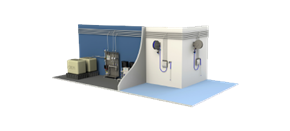
Food processing solutions encompass the machinery, procedures, and technology used to handle a broad range of tasks. To optimize operations, they are customized to fit the specific needs of a business, facility, or industry. Highly sophisticated machines and technology reduce bottlenecks, deliver significant savings, enhance productivity, and ensure consistent results. They also minimize waste and improve workplace safety, which remains a top priority in industrial settings.
Custom-built to fit the industry's unique requirements, a food processing conveyor must comply with strict hygiene regulations and laws to ensure contamination-free product handling. Compliance provides a clear advantage by lowering the risk of recalls, reducing downtime caused by equipment failures, and establishing consistent quality. The equipment is suitable for both small and complex production plants, and can include various custom features and additional options. It delivers superior performance and cost-efficient operations for businesses.