
















Conveyor belt suppliers are essential for keeping industrial processes running smoothly. Working with a reliable supplier enhances productivity, safety, and overall lifecycle performance. Strong partnerships help your operation remain competitive and prepared for future demands. When choosing a supplier, it is important to consider their expertise, materials, customization options, product quality, support services, technological innovation, and reputation.
A dependable partner can help you design or customize a conveyor belt system and will continue to provide support long after the purchase. They ensure that the equipment meets your expectations, offer ongoing guidance, and confirm compliance with all necessary quality standards. Choosing the right conveyor belt manufacturers contributes to time-cost optimization and efficiency, ultimately encouraging your professional development.
.png)
10 Factors to Consider When Selecting Conveyor Belt Manufacturers
A conveyor belt system plays a critical role in a facility’s effectiveness, performance, and long-term operational costs. Choosing a supplier requires a careful evaluation of several key factors, including (but not limited to):
- Manufacturing expertise and industry experience
- Reliability and reputation
- Customization capabilities
- Quality of materials and build
- Technological innovation and automation supported by an advanced R&D department
- Compliance with industry standards
- Installation, training, and support services
- Lead times and supply chain stability
- Sustainability and environmental considerations
- Cost and long-term value
After carefully reviewing these factors, you can gather the insights needed to make the most informed decision for your facility. It is important to note that selecting the right conveyor belt suppliers is an investment in long-term success.
What Defines Reliable Manufacturers and Suppliers?
Conveyor belt suppliers are not just delivering machines. Consistency is essential in industrial production, which means service providers must be highly specialized and equipped to offer comprehensive support. But what truly makes them reliable? First and foremost, it is the quality of their products. They must use the right materials, maintain consistent tolerances, and carry out thorough testing. These solutions are exposed to mechanical stress, liquids, chemicals, and extreme temperatures. To withstand such conditions, supplying companies should invest continuously in material science and design innovation.
Another key factor in defining a reliable business partner is strong customization capability. Every facility operates differently, so equipment must be tailored to its layout, processes, and specific requirements. Consistent production and supply capacity are also crucial for meeting growing market demand, while their personnel should remain available to provide technical support long after the purchase. A conveyor belt machine is a long-term investment, and so should be the approach taken by conveyor belt manufacturers. This includes ongoing service agreements, predictive maintenance, and access to the latest technological advancements.

What Are the Benefits of a Conveyor Belt System?
A conveyor belt system offers several advantages that directly impact manufacturing plant costs and performance. Moving materials quickly, safely, and efficiently throughout the facility helps prevent contamination and enhances overall product quality. Its hygienic design and high-quality components make cleaning simple and maintenance minimal, giving you greater control over quality at every stage of production. Additionally, many governments are encouraging a shift toward greener, more sustainable manufacturing practices.
Reducing manual labor for physically demanding tasks results in faster job completion, fewer absences, and a significant reduction in human error. Conveyor belt suppliers play a crucial role by helping you design more productive and safer work environments, preventing staff from facing unnecessary risks. When employees no longer need to carry heavy loads, perform repetitive movements, or engage in other strenuous activities, workplace accidents decrease dramatically.
Conveyor Belt System for Careful Material Flow Planning
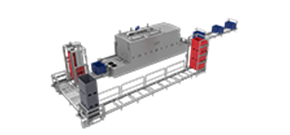
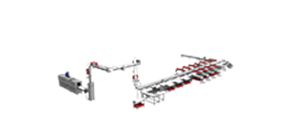
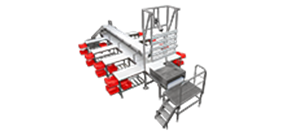
As conveyor belt suppliers, we ensure our equipment delivers superior performance, helping companies save both time and money. Careful material flow planning ensures that items move smoothly throughout the production process. Our systems are modular, allowing them to adapt and grow as your company evolves. We distinguish between the following transport solutions:
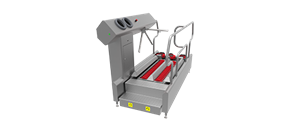
- Product transporters
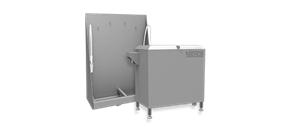
- Euro crate, Euro pallet box, box, and IBC container transporters
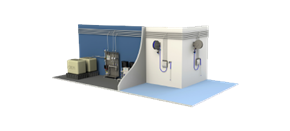
Our solutions are fully customized. As conveyor belt manufacturers, we support you in planning, designing, engineering, and implementing tailored transport solutions. We also provide comprehensive after-sales consultation and support. The innovative machines we produce make efficient use of space, ensure the shortest and fastest material flow, minimize energy consumption, and deliver high performance. By installing our equipment in your production area, you achieve maximum yield with minimal labor.

Conveyor Belt Manufacturers with a Long Tradition
Conveyor belt suppliers vary, and selecting the right one is critical for your facility. At NIEROS®, we combine over 250 years of tradition with cutting-edge technological advancements. To deliver the best solutions and service, we continually invest in our advanced R&D department. Our custom-made solutions address a wide range of challenges across industries including agriculture, petrochemical, food and beverage, automotive, and transportation.
We understand that we shape the performance, efficiency, and reliability of modern material-handling operations. Choosing the right partner ensures stable production, reduced downtime, and long-term operational value. A well-informed decision strengthens your supply chain and supports future growth.